|
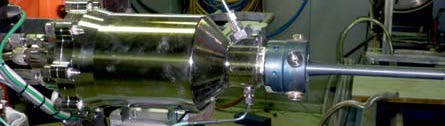
Hochgeschwindigkeitsflammspritzen
(HVOF)

HVOF-Anlage
MF-K-G-200 der Fa. GTV mit Kerosinbrenner K2 und Gasbrenner Top Gun
Die HVOF-Anlage kann sowohl mit einem Kerosin-Sauerstoffgemisch (K2)
als auch mit einem Propan-Sauerstoff- bzw. Acetylen-Sauerstoffgemisch
(Top Gun) betrieben werden. Beim HVOF-Spritzen werden hohe
Partikelgeschwindigkeiten bei mittleren Partikeltemperaturen erzielt.
Verglichen mit dem Atmosphärisches Plasmaspritzenwerden dichtere Gefüge
erreicht. |
 |
| |
HVOF-Brenner
GTV K2 (links) und Top Gun (rechts) |
Atmosphärisches Plasmaspritzen APS
APS-Anlagen: GTV MF-P-1000, GTV MF-P DELTA, Sulzer Metco Multicoat
APS-Brennersysteme: SM Triplex II (3-Kathoden), GTV Delta-Gun (3
Anoden), SG 100, F4, 307-MB und SM-F210 (Innenbrenner)
Die
APS-Anlagen können aufgrund der hohen Plasmatemperaturen
hochschmelzende Materialien, wie z. B. Keramiken, verarbeiten. Mit den
verschiedenen Brennerkonstruktionen können sowohl Außen- als auch
Innenflächen beschichtet werden. Die Brutto-Plasmaleistung reicht von
moderaten 16 kW im Fall des F-210 bis ca. 90 kW (Delta-Gun). Mit den
hohen Plasmaleistungen lassen sich Durchsätze von mehr als 100 g/min
auch für oxidkeramische Spritzzusatzwerkstoffe realisieren.
|
|
 |
|
|
GTV Delta-Gun
(oben) und
Sulzer Metco Triplex-II (unten)
|
 |
| Innenbrenner
SM F-210 (links), Einkathodenbrenner SG-100 (mitte) und F4 (rechts) |
Lichtbogenspritzen (TWAS)
Sulzer
Metco OSU Visu Arc 350
Beim Lichtbogenspritzen werden zwei Metalldrähte mit einer Stromquelle
unter Spannung gesetzt. Zwischen den Drahtspritzen bildet sich ein
Lichtbogen aus, dessen hohe Temperaturen (bis über 6.000 °C) dazu
führen, dass die drahtförmigen Spritzzusatzwerkstoffe an den
Lichtbogenfußpunkten aufschmelzen. Durch das Aufgeben eines
Zerstäubergases wird die Schmelze von den Drahtenden abgelöst,
zerstäubt und die entstehenden Spritzpartikel auf das Substrat
beschleunigt. Neben Massivdrähten können auch mit Hartstoffen gefüllte
Drähte auf Nickel-, Eisen- und Kobaltbasis verarbeitet werden.
Neben einer Anlage mit offenem Düsensystem ist eine Sulzer Metco Visu
Arc 350 (maximal 350 A Stromstärke, 50 V Spannung, 6 bar
Zerstäubergasdruck) vorhanden. Durch die Bauform der adaptierten
Drahtfördereinheit (“push-pull“) können unterschiedliche Drähte mit
Durchmessern von 1,6 mm bis 2,4 mm zuverlässig verarbeitet werden.
|
|
 Sulzer Metco
Osu Visu Arc 350
Sulzer Metco
Osu Visu Arc 350 |
|
Drahtflammspritzen
(WFS)
Sulzer
Metco Typ 10
Bei der WFS-Anlage wird ein Draht in eine Acetylen-Sauerstoffflamme
eingeführt, dort aufgeschmolzen und zerstäubt.
|
Pulverflammspritzen
(PFS)
UTP Variobond
Bei der PFS-Anlage wird das gleiche Prinzip angewendet, mit dem
Unterschied, dass Pulver eingedüst wird. Mit dieser Pistole können auch
Kunststoffpulver verarbeitet werden. In der Regel werden die
aufgebrachten Schichten im Anschluss umgeschmolzen, um eine bessere
Haftung zu erzielen.
|
Kaltgasspritzsystem
(CGS)
Kinetics 4000/34 34 kW N2, Fa. CGT
Beim Kaltgasspritzen wird ein vorgewärmtes Prozessgas (hauptsächlich
Stickstoff oder Helium) in einer Lavaldüse auf
Überschallgeschwindigkeit beschleunigt. Die Gastemperatur liegt
deutlich unterhalb der Schmelztemperatur des eingesetzten
Spritzwerkstoffs. Der vor der Düse injizierte, pulverförmige
Spritzwerkstoff erreicht hohe kinetische und relativ geringe thermische
Energien. Beim Kaltgasspritzen können unerwünschte Oxidation oder auch
Phasenumwandlungen des Spritzwerkstoffs vermieden werden. Der Prozess
ist bislang auf metallische Werkstoffe beschränkt.
Technische
Daten
- Prozessgas:
Stickstoff
- Betriebsdruck:
max. 40 bar
- Temperatur:
max. 800 °C
- Partikelgeschwindigkeit:
bis zu 1000 m/s
|
 |
|
ActiveJet
der CGT Kinetics 4000/34 |
Spritzkabinen
|
In
den Spritzkabinen können rotationssymmetrische Bauteile mit einer Länge
von bis zu 4000 mm und auf Drehtischen mit einem Durchmesser von bis zu
600 mm und einem Gewicht von 500 kg beschichtet werden. |
Spritzkabinen
und Roboter
|


